安赛乐米塔尔在上个世纪九十年代发明了铝硅镀层热成形钢以后,该材料在全球范围内实现了大规模应用和爆发性增长。目前,全球汽车市场热成形钢每年的使用量已接近400万吨,仅在国内就超过100万吨。不管是合资车企还是自主品牌,即使定位比较中低端的新车型项目,铝硅镀层热成形钢的使用比例也呈快速提升态势。
为了满足市场的强劲需求,安赛乐米塔尔在全球范围内,包括在国内的合资公司VAMA一共布局了十条产线来生产铝硅镀层热成形钢。VAMA也将于今年完成二期项目的建设,以进一步提升铝硅镀层热成形钢的产能,满足国内市场的强劲需求。
汽车向着更轻量化、更安全和更好的抗腐蚀性能趋势发展,安赛乐米塔尔没有满足于第一代铝硅镀层热成形钢开发和应用上的成功。为了给汽车用户带来更具竞争力和价值的热成形钢材料,安赛乐米塔尔很早就开始了第二代铝硅镀层热成形钢材料的开发布局。第二代铝硅镀层热成形钢的开发工作主要体现了以下三个方面的特征。
全球化的研发,在欧美研发中心进行了基础研究开发和工业化试制生产,开发成功之后复制导入到安赛乐米塔尔其他地区的属地公司,包括位于中国的合资公司VAMA。
对性能更高的追求,包括在碰撞韧性和轻量化之间寻找更好的平衡,进一步提升材料表面的腐蚀性能。
高效,新一代热成形钢,既保留了铝硅镀层的优势,可以很好地匹配现有成熟的Usibor®1500热成形生产线和工艺。在开发后能够提供给用户完整的材料基础数据和卡片,并通过快速的工业化试制来支撑材料认证和车身开发的仿真分析和其他应用需求。
根据产品性能的不同,VAMA热成形钢可以分为两大系列。第一大系列,用于吸能区域的软区材料Ductibor®系列,第一代材料有Ductibor®500和强度稍低的Ductibor®450,以及新一代材料Ductibor®1000;第二大系列,用于抗侵入的硬区材料Usibor®系列,第一代即现在应用量非常大的Usibor®1500和第二代Usibor®2000。
Usibor®2000
安赛乐米塔尔在进行Usibor®2000材料开发时,进行了不同化学成分体系的多种尝试,在对材料强度、韧性、焊接性能等多方面进行综合考量和平衡之后,最终选择了现在的成分体系。Usibor®2000在热冲压和涂装烘烤后,屈服强度可以达到1400兆帕以上,抗拉强度达到1800兆帕以上,Usibor®2000的典型延伸率为5%,折弯角可以达到45°以上,相较第一代产品Usibor®1500可以带来约10%的轻量化效果。VAMA于2019年实现Usibor®2000的工业化生产,可以为国内用户供应1.0-2.0mm厚度的产品。
我们知道,随着材料碳含量增加,特别是强度提升到2000兆帕这个级别之后,材料的应用性能,比如韧性、焊接性能、抗氢脆性能等方面都受到很大的挑战,安赛乐米塔尔在开发Usibor®2000的时候,也在这些方面进行了深入研究。
对于热成型钢的材料韧性,可以用材料的折弯角来进行表征,Usibor®2000的折弯角在经过烘烤后有一定程度的提升,韧性满足零件应用的要求。对于Usibor®2000抗氢脆性能,安赛乐米塔尔研发中心通过四点弯测试方法评估了Usibor®2000材料基体中自由氢的含量对材料氢脆敏感性的影响,结果表明,在实验室条件下当材料基体中自由氢含量低于0.5ppm水平,材料就可以满足使用要求。如何在零件实际生产过程中控制材料基体里的自由氢含量,是用户可能会经常问到的一个问题。我们给出的建议是,把热冲压产线加热炉的炉体露点控制在-5℃以下,这在我们国内大部分热压厂都可以实现。
Ductibor®1000
Ductibor®1000是专门用于热冲压的新一代软区材料,热冲压后主要由马氏体组织成分构成,强度可以达到1000兆帕级别。同时这个材料具有高韧性,既可以和硬区材料通过激光拼焊结合应用,也可以单独进行热冲压来使用。Ductibor®1000在热冲压和涂装烘烤后,屈服强度可以达到800兆帕以上,抗压强度达到1000兆帕以上,材料的折弯角可以达到80°以上。相对第一代材料Ductibor®500,Ductibor®1000在保留了足够韧性的同时,强度提升约一倍,可以带来25%左右轻量化潜力。在国内,VAMA于2018年已实现Ductibor®1000的工业化生产,可以供应1.0-2.5mm厚度的产品。
在安赛乐米塔尔推出第二代铝硅镀层热成形钢Usibor®2000和Ductibor®1000之后,与全球范围的汽车客户都保持着不同程度的交流和技术合作。在推进材料认证和新项目合作过程中,安赛乐米塔尔联合VAMA一直给予国内汽车客户大力支持,包括材料基础数据和用于仿真分析的各类卡片。在新车型开发过程中,我们也积极参与到同步设计之中,并提出了各种先进轻量化解决方案,同时也能够提供零部件冲压仿真和材料应用方面的支持。目前,这两种材料在国内的应用取得很大进展,VAMA每年的供货量也已经达到几万吨级别。
安赛乐米塔尔纯电动SUV S-in motion®白车身解决方案
为了不断适应汽车行业发展趋势和需求,安赛乐米塔尔一直致力于研发具有竞争力的汽车钢材解决方案,从2010年开始推出第一个S-in motion® B级车解决方案开始,几乎每年都会推出一个不同车型的概念解决方案,涵盖了包括轿车、SUV、轻卡、皮卡、重卡在内的几乎所有不同级别车型的整车和总成钢材解决方案。
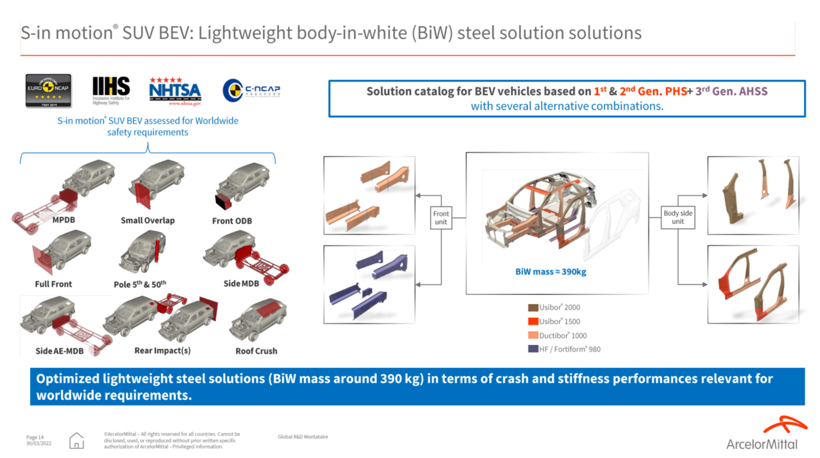
在电动化趋势浪潮的当下,安赛乐米塔尔于两年前也推出了的纯电动SUV S-in motion®概念方案。在方案研发过程中安赛乐米塔尔进行了大量的市场调研,重点对标奥迪e-tron和奔驰EQC这两个车型,在原有内燃机版本的SUV数据基础上进行了重新设计,使新方案的安全性能达到包括E-NCAP和IIHS标准的全球最严苛的碰撞安全标准。
纯电动SUV S-in motion®白车身上使用了几乎所有最先进的高强钢材料,通过不同的用材策略和方案来实现高安全性能以及最大程度的轻量化和经济性。方案中,白车身高强钢的使用比例达到了64%,其中铝硅镀层热成形钢的使用比例达到了33%,尤其是第二代热成形钢,它的应用比例达到了24%。除了热成形钢,白车身也应用了大量先进高强钢包括马氏体钢和DP钢,以及将在VAMA二期产线进行生产的第三代冷成形高强钢材料Fortiform®。
针对碰撞安全性能要求极高的侧围总成,我们采用了内外双门环的设计,外门环A柱下段使用Usibor®1500,门槛区域使用Ductibor®1000,A柱使用Usibor®2000的五片式激光拼焊门环的设计。内门环的A柱内板区域使用Usibor®2000,门槛和B柱内板使用Ductibor®1000的六片式的激光拼焊门环设计最终达到了非常好的轻量化效果。这种集成式解决方案也可以降低总成的综合成本,有助于生产环节的减碳。
由于Ductibor®1000具有高强高韧的特点,非常适用于对碰撞吸能有要求的部件,在纯电动SUV S-in motion®白车身的前纵梁盒shotgun等位置上都应用了Ductibor®1000激光拼焊解决方案,最终达到了很好的轻量化和能量管理的效果。
在白车身的内外双门环结构中,门槛内外板都使用了Ductibor®1000的材料,可以在侧碰和柱碰过程中起到很好的能量吸收效果。在碰撞过程中,仅仅靠门槛的能量吸收设计来保护电池包是不够的,因而我们在座椅横梁上使用了强度最高的Usibor®2000的材料,可以很好地对电池包起到保护作用。
热成形钢激光拼焊解决方案
目前汽车行业面临很大的节能减碳压力,我们国家已经设定了很具体的碳达峰、碳中和目标,在国际市场上,包括欧美市场也在逐步推进碳交易、碳准入的制度。所以面对这样的新形势,主机厂需要考虑和平衡碳排放对白车身设计带来的新挑战。
在结构件上需要重点考虑四个方面:第一个是碰撞性能的提升,面对越来越严格的安全法规,车身结构件需要实现更高的强度和机械性能。第二个是成本节省,在满足性能要求下,尽可能满足成本的预期。第三是减重和轻量化,在面临新能源车的趋势下,考虑到电池的增重,以及考虑到碳中和、碳足迹和碳排放的具体需求,未来市场对白车身重量的目标会变得越来越高。第四点是碳排放和碳足迹的优化,除了靠减重以及新能源化来减少车辆在使用过程中的碳排放,还需要关注另外一部分,就是整车或者车身在生产过程中,产生的碳足迹和碳排放。因此我们需要优化和简化白车身的生产制造过程,来实现生产制造过程的碳足迹优化。
基于以上四个的需求和痛点,我们认为基于铝硅镀层热成形材料的激光拼焊板解决方案,是能够将这四种某些层面上可能相互矛盾的需求相统一的方案。
激光拼焊归根到底还是个连接工艺。在零部件的大型化方面,激光拼焊相较于很多轻量化的技术,有着自己独到的优势。第一个方案,热成形激光拼焊的方案,就是热成形激光拼焊前后双门环,这个方案是把A-B扩展到A-C。A-B门环这个概念目前国内外主机厂已经普遍接受,我们国内外很多主机厂也都在量产的批量供应生产。这个热成形激光拼焊就是整体化和大型化的趋势的具体代表。为了实现A-B处的激光拼焊的进一步整合,现在可以看到从A处向C处其余的结构件完全整合的热成形激光拼焊前后双门环方案。根据模型的评估,相较于传统的多零件点焊基准方案,热成形激光拼焊前后双门环减重效果为22公斤。
相较于多部件方案,热成形激光拼焊前后双门环的优势,主要在于成型工装,因为它把多个零部件的连接从成形之后改到了成形之前。只需要一套成型工装,在一个冲次完成,就可以极大的简化和节省后续的装配问题。第二是轻量化,主要来自于热成形钢性能提升带来的厚度减薄,第二代热成形钢取代第一代热成形钢,因为它本身的强度有提升,所以厚度也可以相应的减薄。第三是激光拼焊对接焊带来的更好的整体碰撞性能力传导。第四是热成形工艺能使零部件拥有更高的装配精度。相较于普通级别的高强钢,热成形钢的装配精度的控制会更好把握,因为它的加工特性会更优,回弹会更小。
上图为我司为了验证热成形激光拼焊的成熟性而制作的软模件。它可以验证第一代和第二代热成形高强钢、激光拼焊前后双门环的成熟性,并且设置和验证前后双门环工艺。在试制的过程中,为了验证所有VAMA可以生产的牌号,VAMA第一代和第二代热成形高强钢都应用在了前后双门环的不同部位,充分证明了前后双门环的可行性。
接下来我介绍另外一个整体化和大型化的方案,针对下车体的一体化方案,也是热成形激光拼焊的方案。这个方案概念是采用热成形的材料和激光拼焊作为连接工艺,将传统车身下车体后半段的结构件变成整体化和大型化的H型,因为目前展示的是两道护送梁加一个横梁形成H型,因为如果加上两道,那就会变成一个井字型的激光拼焊。
该方案能够很好地优化碳排放和碳足迹,且基于热成型工艺,零件的控制精度会有很大的提升。
H梁将极大地简化后续的工艺路线。相对于基准方案的传统点焊的结构,激光拼焊H梁可以把原来的136个焊点减少到0个,基本上所有的部位都可以用激光拼焊的方式在成型之前进行连接,极大简化了分总成的焊装、流程、人工投入、工序,以及机器人的投入。
激光拼焊H梁的方案,可以满足现有供应链的需求。H梁的整体尺寸和A-B处门环的尺寸几乎是一样的。这意味着这个方案从原材料的生产,拼焊板的加工、热冲压,分总成焊装,这一系列一整个供应链上的生产制造、物流运输,都不需要对现有设备进行生产、改造或者升级。现有热成形的一整套供应链,就可以适合新的解决方案的生产和制作。
激光拼焊H梁的整个加工流程,整个加工路径可以分成五步。第一步是VAMA提供热成形材料,第二步是落料,把它变成激光拼焊板的子板或者待焊板,在这个过程中可以通过排样的方式来优化材料利用率。第三步是激光拼焊,用激光拼焊线生产出一体化的激光拼焊板,这个地方要强调一下H梁相较于激光拼焊能有独到的优势,因为它是敞口件,而不像门环,是个环形件或者是闭口件,所以本身它对于子板的累积公差是有一定的接受度。也就是说在生产H梁的时候,不需要专用的激光拼焊工装夹具,因此固定资产投资可以减少一部分。第四步是用热冲压厂来完成H梁的冲压成型,最后一步是激光修边和生产制造。
第二代铝硅镀层热成形钢提供车身应用
综合以上,随着全球化的发展,VAMA已经实现了第二代铝硅热成形钢的本地化量产及供应,包括Usibor®2000和Ductibor®1000材料。相对于第一代热成形钢,Usibor®2000和Ductibor®1000为白车身带来了至少15%的减重效益。我们有一整套非常成熟的经过了多年各种车型开发过程考验的经验体系可以为各个客户提供一整套解决方案,包括激光拼焊门环、H梁等等,这也是我们推出的综合经济性、可持续发展等多种考虑下比较优化的减重总体化方案。另外,我们也准备了一系列的电动车解决方案,可以供客户参考采用。VAMA、GONVVAMA的销售、客户技术支持、前期介入等团队随时准备帮助国内主机厂和一级供应商面对环保、轻量化等诸多方面的挑战,开拓热成形材料及热成形激光拼焊解决方案的进一步应用。
本文来源:盖世汽车资讯
















